
本コラムをご覧いただきありがとうございます。
前編では「報告書に載らない真実」と題して、改革前の実態、プロジェクトの背景や目的をお話してきました。
後編では、どのようにして飛躍的な生産性向上を遂げたのか、その肝となる「セル出荷オペレーション方式」を始めとして、人材の獲得や最後に残ったボトルネック工程の壁を如何にして突破したのかについて詳しくお伝えします。
是非ご一読ください。
セル出荷オペレーション方式とは?
セル出荷オペレーション方式は一言で言うと、
「商品在庫を物流特性(商品種別・荷姿など)に応じて、可能な限りコンパクトな単位(セル)に分割し、出荷頻度に応じて必要十分な量を配置する。さらに、一つのセルに多種類の商品を集約することで、ピッキング導線を最小化する方式」
を指す。
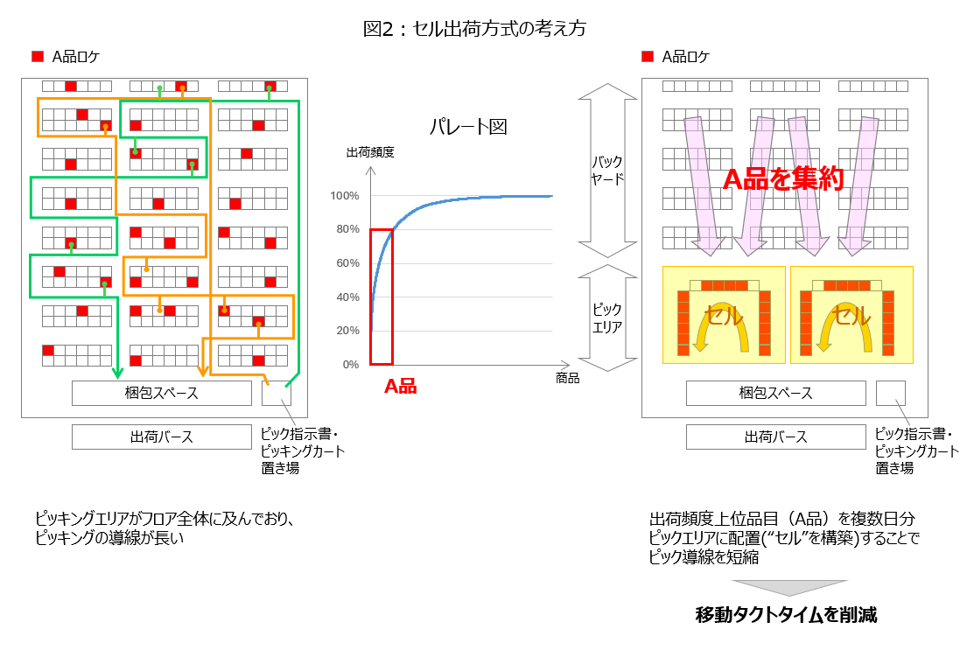
図2を参照頂きたい。
左側は一般的によく見られる倉庫での在庫配置の例である。出荷頻度に関係なくフロア全体に在庫が配置されているため、どうしてもピック導線が長くなってしまう。
そこで、出荷頻度の高い商品(A品)を識別し、右側のように、複数日分の在庫をピックエリア(セル)内に集中的に配置することで、ピック導線を大幅に短縮することが可能となる。
(一般的に、2:8の法則と言われるが、商品を出荷頻度順に並べて上位から構成比を累積してマッピングしていくと中央のグラフようなパレート図が描かれるケースが多い)
セル出荷方式の考え方は、スーパーマーケットとコンビニエンスストアの違いにたとえると分かりやすい。
スーパーマーケットは品揃えが豊富で、多くの選択肢がある反面、売り場面積が広く、目的の商品を取るまでに移動距離が長くなる。
一方、コンビニは「売れ筋商品」に絞り込み、限られたスペースの中に必要な商品を効率よく配置しているため、短い導線で買い物が完結する。
この「売れ筋に集中して効率化する」という考え方こそが、セル出荷方式の基本的な思想である。
ここまで読んで、こう思われたかもしれない。
「出荷頻度の高い商品を集めて効率化するのは理解できるが、出荷頻度の低い商品はどう扱うのか?」
その答えは、『補充ピック』と『日替わり棚』にある。
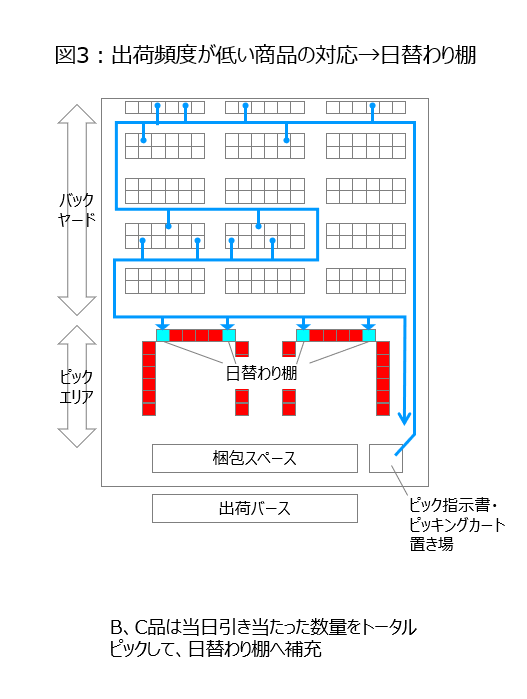
図3をご覧いただきたい。
出荷頻度の低い商品(B,C品)については、当日の出荷対象(引き当て)となった商品・数量のみを、補充ピック専任の作業員が別途ピッキングし、「日替わり棚」へ補充する。
これにより、A品以外の商品を含むピック指示書の処理も滞りなく完了させることができる。(なお、「日替わり棚」は当日の作業完了後には空棚となる。)
補充ピックの工程が加わることで作業工数は一旦増えるものの、出荷ピック時の移動距離・時間が大幅に短縮されるため、全体としては顕著な工数削減効果が得られる。
また、補充ピック作業の導入は、作業員の稼働率を高める効果もある。
ここでは基本的な考え方を理解してもらうことを目的としており、実際のオペレーションを簡略化して説明している。
「本当にそんなにうまくいくのか?」と思う方もいるかもしれないが、これは机上の空論ではなく、当社が実際に現場で運用してきた方式である。
より詳しく知りたい方は、ぜひ問い合わせて頂きたい。
”腹落ち”するまで疑問にお答えさせて頂く次第である。
セル出荷方式 運用の要諦
セル出荷方式の運用には工程管理者の高い判断力とマネジメント力が求められる。
重要なのは在庫配置である。
出荷頻度を見極めながら、適切な商品を適切な数量でピックエリアに配置しなければならない。
ここで誤りがあると、
- バックヤードからピックエリアの日替わり棚への補充が増える(補充が終わるまでは、日替わり棚の商品を含む指示書に着手することが出来ない)
- 出荷頻度が極端に高い商品を近隣のロケに集めてしまうと、ピック作業者が同一ロケに密集し、結果として手待ちに繋がり、稼働率の低下を招いてしまう
当時の工程リーダーはこう語っていた。
「出荷が始まった時点で、勝負はもう決まっているんです」
つまり、出荷開始前の在庫配置の良し悪しが、「勝ち(=定時に完了)」か「負け(=残業発生)」かを左右するという意味である。
才能は現場に眠っている
このように高度な判断を担っていたのは当社の社員であるが、当初から有能な人材が揃っていたわけではない。
初期はマネジメント層が直接リーダーを務めていたが、業務運営を通じて、派遣スタッフの中から優秀な人材を見極め、社員登用していったのが実情である。(※派遣元企業には丁寧にご説明・ご承諾をいただいた上で登用しております)
当時社員になったメンバーの多くは、高校卒業後すぐに社会に出た人たちだったが、いずれも非常に高いパフォーマンスを発揮してくれた。
当社が「学歴不問」を掲げているのは、伊達や酔狂ではない。
学歴に関係なく、機会を与えれば光る人材が数多くいることを、私たちは現場で実感してきたからに他ならない。
このようにして登用された社員の多くは、現場で鍛えられた百戦錬磨のプロフェッショナルとして今も活躍しており、部長やグループリーダーへと昇格した者もいる。(なかには、物流会社の社長へと羽ばたいていった者もいる)
かつては工程リーダーの高いスキルに依存していたセル出荷方式だが、現在ではAIによる出荷頻度分析や最適在庫配置の支援が進み、運用は格段に容易になっている。
さらに今後は、ピッキング作業も人からロボットへと移行していくと予想される。
それでも、セル出荷方式の本質「効率的な在庫配置と導線最小化」という考え方は普遍であり、今後も極めて有効なオペレーション方式であり続けるだろう。
ITシステムと業務の融合
セル出荷方式を実現できたのは、工程リーダーの高い能力に加え、ITシステムの力によるところが大きいことも強調しておきたい。
出荷頻度に応じたロケーション設定や日替わり棚の運用を可能にするため、当プロジェクトではWMS(Warehouse Management System:倉庫管理システム)をフルスクラッチで構築した。
当時、「IT革命」という言葉が世の中でBuzzワードのように使われていたが、筆者自身、業務とシステムが真に融合した姿を目にしたことはなく、その言葉にどこか違和感を覚えていた。
しかし本プロジェクトのセンターで、作業員がピッキングカートを押しながらピックエリアを進む姿は、在庫が最適に配置された導線の上を、一切の淀みなく流れていくようで、そこには美しいStream Lineが生まれていた。
その光景を目の当たりにして「これこそが真のIT革命なのだ」と深い感銘を受けたことを、今でも鮮明に覚えている。
次に、最大のボトルネックであった梱包工程を、どのようにITシステムの力で突破したのかについて紹介したい。
最後のボトルネックを解消する:引き当て種別の開発
セル出荷方式によって生産性は大きく向上していたが、最後に越えなければならない壁があった。
それが「梱包工程」である。
ピック担当がStream Lineを描いて出荷商品を集めた後は、梱包担当へと引き継ぐ。
しかし、この梱包工程がスループット(処理能力)の最大のボトルネックとなっていた。
「商品を詰めるだけ」と思われるかもしれないが、当時の携帯電話では、本体に加え、電池パック、ACアダプタ、カスタムジャケット、メモリーカード、取扱説明書など、形や大きさ(荷姿)が異なるアイテムが多数存在した。
それらを、パズルのように組み合わせて箱に収める作業は非常に難しく時間もかかる。
さらに、電池パック箱の厚みが薄く、箱潰れによる品質トラブルも頻発していた。
この課題を解決するために考案したのが「引き当て種別」である。
「引き当て」とは、在庫の中から当日出荷する商品を割り当てることを指す。
そこで、形状(荷姿)が類似している商品をグループ化し、同じグループで引き当てを行う仕組みを構築した。これにより、ピッキング指示書が『似た形状の商品単位』で出力されるようになった。
結果、梱包のパズル的な難易度が大きく下がり、作業スピードが飛躍的に向上した。
この「引き当て種別」を実現できたのは、ITシステムの力に他ならない。
人の手でこのような最適化された指示書を迅速に作成するのは不可能であり、まさに「ITの成せる業」と言えるだろう。
挑戦の軌跡と今に活きる学び
このプロジェクトは、今から20年以上前にスタートしたものである。
本稿でお話ししてきた現場業務の抜本的な見直しだけでなく、拠点の統廃合、配送業者の再選定・契約内容の適正化等の施策により、最終的には、物流コスト65.7%削減するという飛躍的な成果を生み出すことができた。
当時は、決して全てが計画通りに進んだわけではない。
試行錯誤を重ね、壁にぶつかりながらも、チーム一丸となって改善を積み重ねてようやくたどり着いた成果である。
むしろ、その試行錯誤の過程こそが、私たちにとって何にも代えがたい財産となった。
そして、20年経った今も、このプロジェクトで得た知見は生きている。
現場とITの融合、効率的な業務設計、挑戦を重ねる文化
――いずれも、今日における新たな挑戦の重要な指針となっている。
最後に、本プロジェクトのパートナーとして当社を選び、共に挑戦してくださったコンサルティングファームの皆様に、心より感謝の意を表したい。
当時の挑戦が生んだ学びを糧に、今後も変革に挑み続けていく所存である。



コメント